3D_Druck
#Einleitung
Hier geht es um Geräte, mit deren Hilfe ein virtuelles 3D-Modell als Objekt ausgedruckt wird.
Die Druckvorstufe startet mit dem eigentlich 3D Objekt als Datei (meistens ein Drahtnetz im .stl Format).
Das Programm der Druckvorstufe (in meinem Fall die Makerware) erzeugt aus der Datei ein virtuelles 3D Objekt. Dieses virtuelle Objekt wird innerhalb eines Raumes Dargestellt, welcher dem Bauraum des aktuell eingestellten Druckers entspricht. Hier wird quasi virtuell dargestellt, wie groß und wo das Objekt im Drucker erzeugt werden würde.
Das kann man dann verschieben, vergrößern, verkleinern, drehen...
#Makerware Desktop
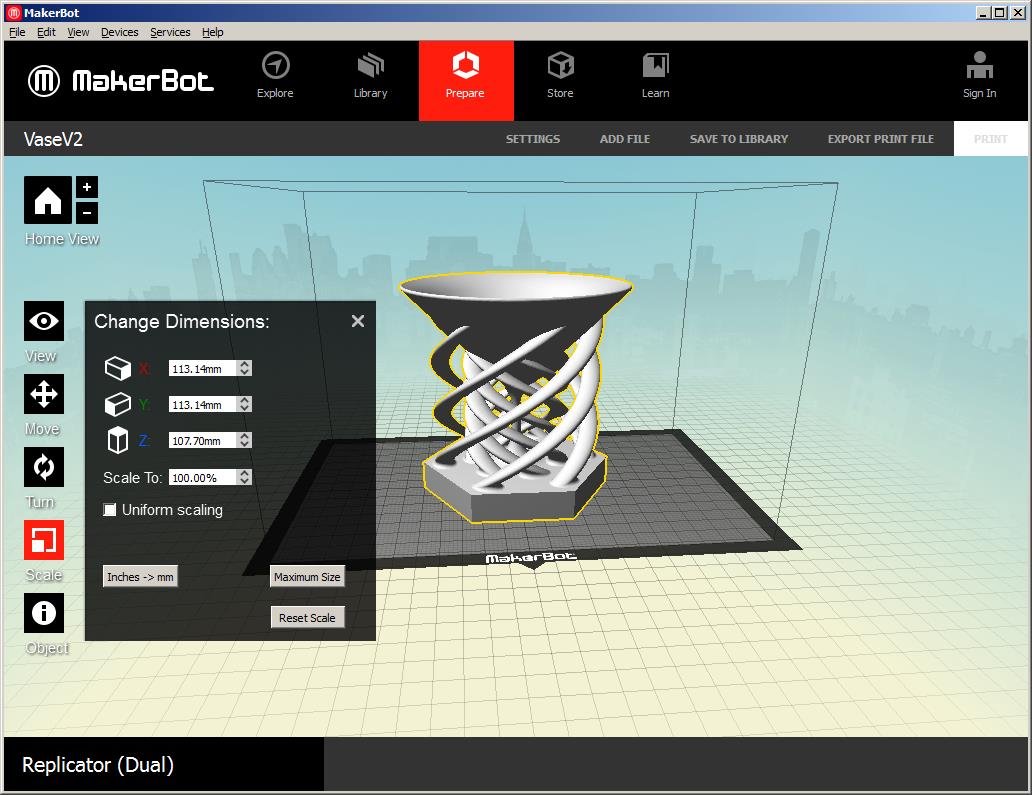
Ist man mit der Darstellung des Objektes im Raum zufrieden, gilt es die Druckparameter festzulegen.
- Druckhöhe (layer high... Einstellung 0.1-0.4 )
Hier wird die Schichtdicke des Drucks festgelegt. Je höher die Schichtdicke, desto:mehr Material wird mit einmal aufgetragen,schneller ist der Druck des Objektes fertig,gröber ist die Oberfläche des Objektes,kleiner ist der G-Code der Druckdatei - Raft (Einstellung on/off)
Das Raft ist eine extra Bodenfläche, die vor dem Objekt gedruckt wird und mit dem das Objekt später über Sollbruchstellen verbunden ist, welche nach dem Druck zu entfernen sind. Das Raft erhöht die Druckhaftung und wirkt etwas gegen Wölben (Warping) und ablösen von der Druckplatte, das aber auf Kosten von Material und Druckzeit. - Supports (Einstellung on/off)
Hiermit sind Stützstrukturen gemeint, die bei zu steilem Druckwinkel mit erzeugt werden, um Verbiegungen am Objekt zu vermeiden. In einigen Objekten sind sie zwingend notwendig, in anderen, eher störend und Druckbild verschlechternd. Ob Supports ehr von Vor- oder Nachteil sind hängt von den Steigungen des Objektes ab... ich hab da inzwischen einen Blick für, das geht eigentlich recht schnell.
Meine besten Erfahrungen hatte ich mit Supports:off und selbst ein designten Stützen. - Number of Shells (Einstellung 1-X)
Ist gewissermaßen die Wandstärke in mm. Hier wird festgelegt, wie oft von Objekt Außenseite nach innen eine Linie gezogen wird, bevor die Innenfüllung beginnt. - Innenfüllung (Einstellung in %... meistens 10%)
Bei der Innenfüllung wird eine Wabenstruktur mit entsprechenden Hohlräumen erzeugt. Aber auch diagonale Fahrwege werden manchmal einfach durchgezogen. Die Wabenstruktur bietet eine hohe Stabilität bei geringem Materialverbrauch.
Nachdem die Druckparameter eingestellt sind, kann die Druckdatei erzeugt werden.
Einen direkten Druck habe ich bisher nicht ausgeführt, weil mein Drucker in der Ecke zu weit vom PC entfernt ist.
Daher erzeuge ich immer eine Druckdatei, welche auf der SD-Karte landet. Die Karte wird dann in den Drucker gesteckt und über das Druckermenü wird dann der Druck gestartet.
Ist etwas umständlicher als der Direktdruck, aber dafür kann ich den PC dann aus lassen, wenn der Drucker längere Zeit druckt... das Objekt "Vase" dauert Beispielsweise 6h bei 0.3 Layer height.
#Druckdatei erzeugen
Das erzeugen einer Druckdatei erfolgt in 2 schritten.
Zuerst wird der 3D Druck geplant. Dabei wird festgelegt, wie sich das Objekt Schicht um Schicht aufbaut und welche Wege der Drucker dafür fahren muss.
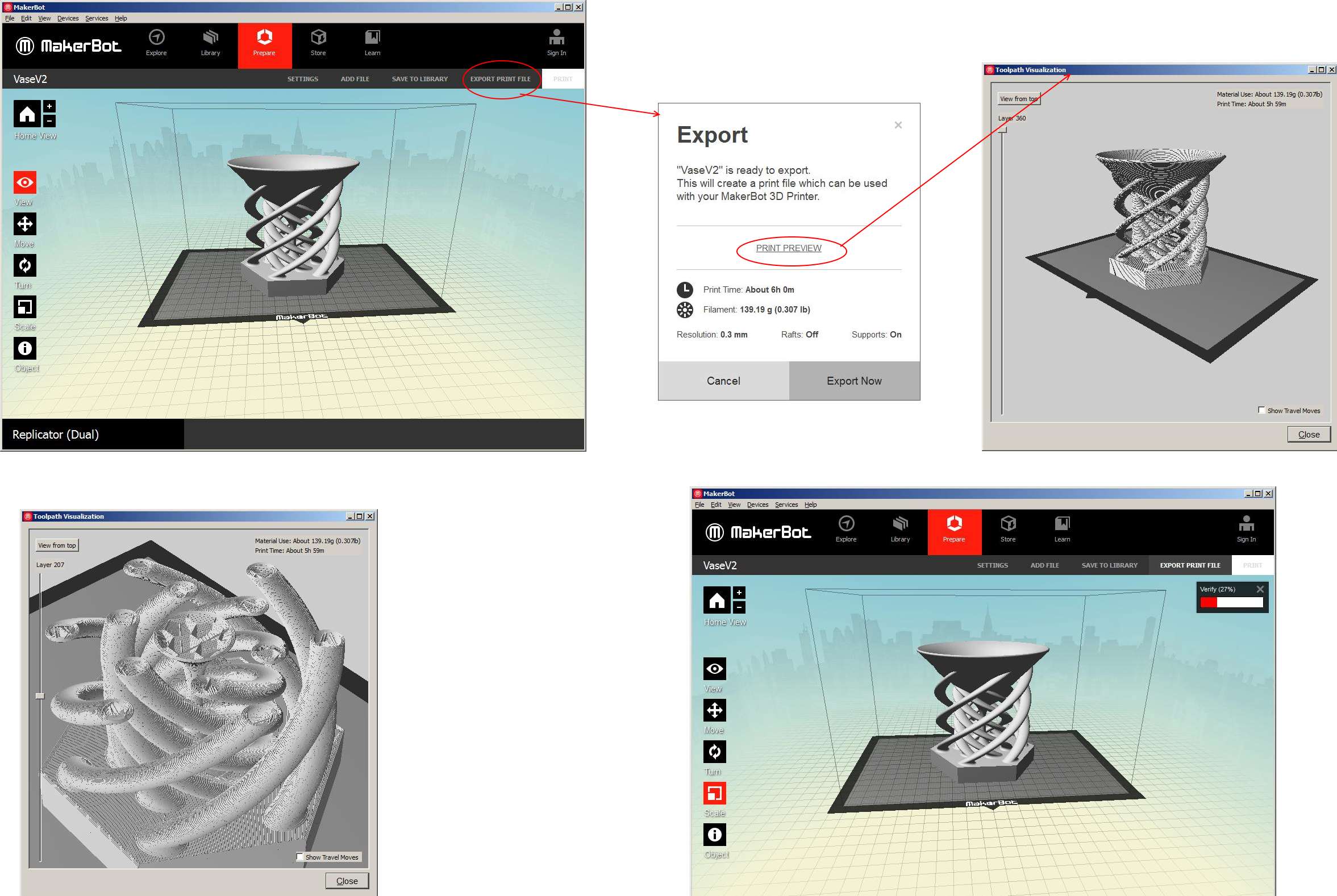
Wenn die Planung abgeschlossen wurde, taucht ein Fenster mit "Export" auf.
Es zeigte sich inzwischen mehrfach, dass es sinnvoll ist mal auf die Druckvorschau zu blicken.
Hier wird dargestellt, wie das Objekt und die Layer aussehen. So sieht man auch, ob die Objektdatei Fehler enthalten hat, die nicht automatisch erkannt wurden.
Mit einem Schieberegler kann man die Layer von oben nach unten ausblenden lassen, wodurch man schon vorher einen Blick nach innen machen kann.
Wenn die Druckvorschau wie erwartet ausgesehen hat, oder nur geringe Fehler aufzeigte, dann kann mit "Export Now" die Druckdatei erzeugt werden.
Das ganze dauert dann auch nochmal etwas.
Die dann erzeugte Datei endet mit .x3g und stellt das vom Drucker lesbare Format dar.
Diese Datei wird dann im root der SD-Karte platziert, da der Drucker nur da nach Druckbaren Dateien sucht.
Zuletzt geändert am: Aug 17 2014 um 9:13 PM